


| Основные технические решения ПТК Машинист |
| Системы управления - Интегрированная АСУ |
|
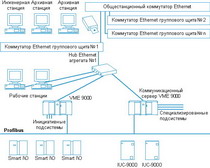
На уровне контроллеров ПТК Машинист+ работает под управлением операционной системы реального времени OS-9. Для разработки пользовательских программ используется графическое CASE-средство программирования ISaGRAF, соответствующее международному стандарту на языки программирования промышленных логических контроллеров МЭК 1131-3. Связь между контроллерами осуществляется по промышленной сети PROFIBUS на основе интерфейса RS-485. На уровне АРМов машинистов/техников/инженеров используются операционные системы Windows 95/NT с пакетами программ из комплекта Factory Suite 2000 фирмы Wonderware: SCADA-система InTouch, Industrial SQL Server, комплект клиентских приложений Factory Office и другие. На этом уровне используются стандартные механизмы и протоколы обмена: сеть Ethernet, транспортный протокол TCP/IP, межпрограммный протокол NetDDE, протокол SQL/ODBC для доступа к архивным данным. Кроме того, разработано фирменное программное обеспечение поддержки обмена данными, самодиагностики и тестирования аппаратуры и программного обеспечения, диагностики электропитания и технологического оборудования, корректировки системного времени, регистрации аварийных ситуаций с цифровым осцилографированием, а также библиотеки прикладных программ по управлению, измерениям, защитам, регулированию и типовые схемы питания, управления электроприводами, регулирования. Контроллеры, использующиеся в ПТК МАШИНИСТ+ , разработаны фирмой PEP Modular Computers (Германия), являющейся одним из мировых лидеров в производстве промышленных контроллеров. Имеется сертификат Госстандарта РФ. Все фирмы-поставщики программно-технических средств, имеют сертификат качества ISO-9001.Фирма РТСофт в настоящее время также проводит работы по сертификации на соответствие стандарту ISO-9001. Блокировки и технологические защиты реализуются программным путем в зависимости от состояния входных и выходных сигналов. Сигнализация выполняется программным путем в системе SCADA. Сигнализация о состоянии электропитания выводится на световое табло. Технологические защиты рекомендуется выполнять на контроллерах VME-9000, так как в этом случае можно обеспечить требуемое быстродействие и осуществить регистрацию аварийных ситуаций. Электрические защиты рекомендуется выполнять на специализированных микропроцессорных средствах, которые, при необходимости, могут подключаться по стандартному интерфейсу к коммуникационному серверу ПТК МАШИНИСТ+ позволяет обеспечить следующее быстродействие системы: полная смена кадра на дисплее - не более 2 сек, цикл обновления оперативной информации на дисплее - не более 1 сек, время обработки сигналов в подсистеме регистрации аварийных ситуаций - для пассивных сигналов 100 мсек, для инициативных сигналов 20 мсек, общая задержка в передаче команд управления со стороны оператора - не более 250 мсек, время квантования длительности импульса регулятора - не более 100 мсек, общая задержка в передаче информации по каналам технологических защит - не более 50 мсек. |
| Читайте: |
|---|
Диспетчеризация пунктов:
АВТОМАТИЗИРОВАННАЯ СИСТЕМА УЧЕТА ВОДООТВЕДЕНИЯ КАНАЛИЗАЦИОННОЙ НАСОСНОЙ СТАНЦИИ Заказчик: ГУП «Водоканал С-Пб», г. С-Петербург Объект: Районная канализационная насосная станция (КНС) №6 Правобережного Водоканала) c насосными агрегатами (НА) производительностью 1500 – 7000 м3... |
СИСТЕМА ДИСПЕТЧЕРИЗАЦИИ ДЛЯ РТС И ЦТП Заказчик: филиал «Северо-Западный» №9 ОАО «МОЭК», г. Москва. Объект диспетчеризации: РТС и ЦТП, а также отдельные узлы учета. Решаемые задачи: система диспетчеризации осуществляет информационн... |
Система дистанционного мониторинга ЦТП Уфы. АСКУЭ Реализованная система диспетчеризации и управления обеспечивает выполнение следующих функций: регулирование температуры отопления по графику и температуры горячего водоснабжения (ГВС); регулирование... |
Теория АСУ:
Средства измерения физических величин состоят из мер и измерительных приборов Мерой называется физическое тело, вещество или устройство, предназначенное для конкретного воспроизведения единицы измерений, либо ее кратного или дольного значения (например, гири, измерительные ко... |
Дифференциальная составляющая Дифференциальная составляющая противодействует предполагаемым отклонениям регулируемой величины, как бы предугадывая поведение объекта в будущем. Эти отклонения могут быть спровоцированы внешними во... |
О проблемах качества Но большое разнообразие имеет не только достоинства, но и порождает массу проблем. Я имею в виду не только то, что глаза разбегаются, но и отсутствие объективной информации по предлагаемой технике. ... |
Основные принципы и правила построения схем управления и сигнализации Принципиальные электрические схемы отражают принципы действия систем управления, сигнализации, измерения, регулирования и взаимодействие между отдельными элементами системы, а также способ электропи... |
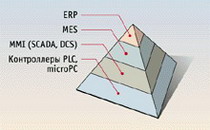
Классификация АСУ ТП В зарубежной литературе можно встретить довольно интересную классификацию АСУ ТП, в соответствие с которой все АСУ ТП делятся на три глобальных класса: • SCADA (Supervisory Control and Data Acqui... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм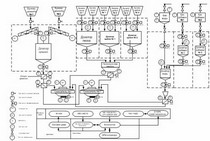 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Комплект оборудования для автоматизации комбикормового · операторские станции АСУ ТП (офисные или промышленные компьютеры), установленные на рабочих местах операторов предприятия · ... |
Комплекс технологических защит системы аварийного охлаж КТЗ САОЗ реализует технологические защиты реакторной установки. Технологические защиты – одна из подсистем АСУ ТП энергоблока. Д... |