


| Многокомпонентное дозирование в приготовлении комбикормов |
| Системы управления - Оборудование АСУ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] Комплексы многокомпонентных дозаторов (КМД) и система автоматического управления всем заводом были спроектированы, изготовлены и запущены специалистами «Весоизмерительной компании «Тензо-М» (рис.1). При разработке комплексов учитывался весь многолетний опыт фирмы в разработке весовых дозаторов. За время эксплуатации подтвердилась надежная работа механической части комплексов, а благодаря оптимальной конструкции дозирующих устройств и алгоритмам управления достигнуто оптимальное соотношение между точностью дозирования и производительностью. В настоящее время компанией разработан модельный ряд КМД на базе комплекса дозирования «средних» компонентов, установленного на заводе премиксов. Основное назначение в комбикормовом производстве – дозирование компонентов комбикормов с величинами доз от 0,15 до 50кг (аминокислот, премиксов, солей микроэлементов и других составляющих комбикормов компонентов с насыпной плотностью от 0,25 до 1,2 т/м). На рис.(2) и (3) показан внешний вид двух модулей КМД-8-1-50-П; КМД-4-1-100-Э, изготовленных по заказу Белгородского комбината хлебопродуктов, запуск которого состоялся в конце 2008года. КМД могут использоваться как в качестве локальных дозирующих устройств, так и встраиваться в существующую АСУ комбикормового цеха. В комплексах с двумя весовыми бункерами возможна одновременная подача продукта в оба весовых бункера, что позволяет дозировать больше дозы с повышенной точностью. Устройства сводообрушения, установленные в расходных бункерах обеспечивают равномерную подачу к дозирующим шнекам даже таких трудносыпучих продуктов, как оксид цинка и других. Металлоконструкции комплексов поставляются в разобранном виде и состоят из следующих монтажных блоков: Для перемещения монтажных блоков к месту установки комплекса достаточно проходов между действующим оборудованием на этаже цеха размерами 1,2 м в ширину и 2 м в высоту. Для удешевления стоимости комплексов возможна поставка их без цилиндрической части и бункеров. Патрубки для загрузочных воронок на расходных бункерах имеют возможность разворота с шагом 30 градусов относительно оси расходного бункера, что позволяет обойти силовые конструкции здания цеха при установке загрузочных воронок на верхнем этаже. Единая конструкция весового блока позволяет Заказчику, при необходимости оперативно изменять НПД комплекса с 50 кг на 100 и обратно. Для этого необходимо иметь в запасе комплект тензодатчиков на другую грузоподъемность; 2 часа рабочего времени и четко выполнять требования Руководства по эксплуатации. Такую работу в состоянии выполнить слесарь КИПиА 5 разряда. Шнековые дозирующие питатели на загрузочных коробках имеют быстросъемные технологические люки, позволяющие проводить визуальный контроль и удаление посторонних предметов из шнековых питателей без их демонтажа. Применение коммутационной и пускорегулирующей аппаратуры ведущих иностранных фирм обеспечивает высокую надежность шкафов управления (по отзывам специалистов эксплуатирующих служб наших клиентов: «смонтировал-запустил-зыбыл»). Применение электропривода разгрузочных заслонов весовых бункеров позволило расширить эксплуатационный диапазон комплексов по температуре окружающего воздуха до -30?С без установки дорогостоящих и требующих постоянных отборов систем осушки сжатого воздуха и сделало возможным установку дозирующих комплексов такого класса в производственных помещениях, где отсутствуют магистрали сжатого воздуха. При этом технические характеристики комплексов не изменились. В заключение хочется сказать, что комплексы многокомпонентного дозирования, разработанные на нашем предприятии, изготовлены высококвалифицированными специалистами на самом современном высокоточном оборудовании, которое включает лазерную резку металла, пресс-листогиб с ЧПУ. Но главное, что КМД могут быть адаптированы для самых сложных технологических схем, что позволяет заказчикам нашей продукции осуществлять техническое перевооружение предприятия в соответствии с динамически меняющимися требованиями рынка комбикормов. Комплексы многокомпонентного дозирования (КМД)
Примечание: НмПД – наименьший предел дозирования с погрешностью не более ±1% от дозы Минимальная доза – величина, которую можно устойчиво дозировать с погрешностью, не превышающей ± 3 дискреты соответствующего весового бункера. Наибольший предел дозирования (НПД) указан в условном обозначении комплекса.
|
Диспетчеризация пунктов:
GPRS-диспетчеризация на базе модемов WRX Распределенные системы сбора и передачи информации на базе GPRS сетей Большинство существующих систем с использованием GSM сетей для передачи данных работают в режиме модемного соединения двух уз... |
Система диспетчеризации для РТС и ЦТП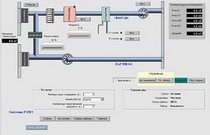 Заказчик: филиал «Северо-Западный» №9 ОАО «МОЭК», г. Москва. Объект диспетчеризации: РТС и ЦТП, а также отдельные узлы учета. Решаемые задачи: система диспетчеризации осуществляет информационн... |
Автоматизированная система оперативного дистанционного управления канализационны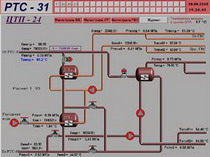 Заказчиком системы выступал МУП «Водоканал Воронежа». На каждой канализационной станции для сбора стоков имеется приёмная ёмкость. Уровень в емкости управляется насосами откачивающими стоки в очистн... |
Теория АСУ:
Использования систем Правило второе. Нужно обладать информацией о системах, которые Вы собираетесь использовать. Рассмотрим различия на примере котельных пунктов. Современные котельные монтируются на базе одноконтурн... |
Контроллеры. Программирование и составление программы PLC на ПЛК Рассмотрим проблему выбора аппаратной части, стоящую перед инженером по автоматизации, в частности выбор контроллера, на базе которого и будет автоматизирован тот или иной процесс Быстроменяющаяс... |
Техника безопасности при ремонте приборов и средств автоматизации Поверку, регулировку и ремонт всех приборов и средств автоматизации необходимо производить с соблюдением стандартов и технических условий, утвержденных Госстандартом СССР. Аварийное выключение пр... |
Индивидуальные тепловые пункты Индивидуальные тепловые пункты обеспечивают помещения и здания горячей водой, вентиляцию и тепло целому строению, либо его частям. ИТП эксплуатируют как на промышленных предприятиях, так и в засе... |
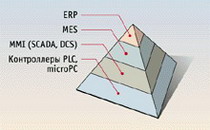
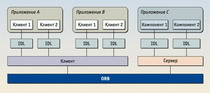
Классификация АСУ ТП В зарубежной литературе можно встретить довольно интересную классификацию АСУ ТП, в соответствие с которой все АСУ ТП делятся на три глобальных класса: • SCADA (Supervisory Control and Data Acqui... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Транспортировка нефти. АСУТП УПН-500 Проект АСУТП установки подготовки нефти УПН-500. Установка предназначена для подготовки к транспортировке сырой обводненной неф... |
Для диспетчеров производства ВПУ-700 На АЦБК действует развитая система оперативно-диспетчерского управления. АСУТП ВПУ-700 обеспечивает хранение данных на собств... |