


| Погрешность |
| Автоматизация - Автоматизированные системы управления |
|
Систематические погрешности выражаются в виде разности результатов измерения рабочим и образцовым прибором. Эти разности, взятые с обратным знаком, составляют таблицу поправок к показаниям прибора. Промахами называются погрешности, резко искажающие Результат измерения. Они возникают при неправильном отсчете по шкале, неправильном включении прибора, неправильной записи показаний. Промахи устраняются при сопоставлении ряда измерений. Случайными называются погрешности, которые не подчиняются известной закономерности. Они возникают в результате влияния на процесс измерения случайных причин. Влияние этих погрешностей на результат измерения можно оценить путем многократного измерения искомой величины. Погрешность, соответствующая нормальным условиям работы прибора, называется основной. За нормальные условия принимают температуру 293 К (20 °С), давление 101325 Па, относительную влажность до 80 %, отсутствие вибрации, электрических и магнитных полей. При нарушении нормальных условий возникает дополнительная погрешность прибора. Обобщенной характеристикой прибора является класс точности, определяемый предельными значениями допускаемых основных и дополнительных погрешностей. Раньше под классом точности приборов понималось отношение абсолютной погрешности к диапазону шкалы, выраженное в процентах. Например, манометр класса 2,5 с предельными значениями шкалы 100 кгс/см2 (10 МПа), имеет дополнительную погрешность 2,5 кгс/см2 (0,25 МПа). Наиболее распространенные технические приборы имеют классы точности 0,2; 0,5; 1; 1,5; 2,5. Этими цифрами обозначают класс точности на шкалах. В настоящее время класс точности устанавливается по абсолютной погрешности (порядковые номера классов). Наряду с классом точности существуют и другие качественные характеристики приборов: вариация, чувствительность, инерционность и надежность. Вариацией показаний прибора называется наибольшая разность между повторными показаниями прибора и действительным значением измеряемой величины в одинаковых условиях. Вариацию обнаруживают при прямом и обратном ходе указателя шкалы до какого-либо определенного значения, когда указатель не доходит до этого значения с той или другой стороны. Это возникает вследствие трения в опорах подвижных частей, наличия зазоров, остаточной деформации измерительных пружин. Вариация е выражается в процентах от диапазона шкалы прибора: e = A,Q : (QMaKc-Qmhh) ЮО %, где AQ - наибольшая разность повторных показаний; QMaKc-Qmhh - пределы показаний прибора. Чувствительностью прибора называется отношение линейного или углового перемещения его указателя к изменению значения величины, вызвавшей это перемещение. Линейная чувствительность SN = AN:AQ, где AN - линейное перемещение; AQ - приращение измеряемой величины. Угловая чувствительность 5ф = Аср : AQ, где Аср - угловое перемещение. Величина, обратная чувствительности, является ценой деления шкалы прибора: C = AQ:AN или C = AQ:Acp. Практически чувствительность приборов часто определяют по цене деления шкалы. Наименьшее значение измеряемой величины, способное вызвать заметное изменение показания измерительного прибора, называется порогом чувствительности. Наибольшее изменение измеряемой величины, не вызывающее отклонения указателя прибора, называется зоной нечувствительности. Инерционностью прибора называется отставание во времени его показаний от изменения измеряемой величины. Так, при измерении температуры манометрическим термометром требуется определенное время для нагрева газа в термобаллоне и передачи повышения давления на чувствительный элемент, перемещающий стрелку прибора. Инерционность приборов особенно важно учитывать при контроле быстропротекающих процессов, где запаздывание показаний может привести к значительным погрешностям. Надежность прибора характеризует сохранение его качественных характеристик, обеспечивающих нормальную работу в течение заданного времени. Надежность прибора определяется его безотказностью, долговечностью и ремонтопригодностью. Свойство прибора непрерывно сохранять работоспособность в течение определенного времени называется безотказностью. Вероятность безотказной работы в течение заданного времени, частота отказов, наработка на отказ (среднее время между двумя неисправностями) служат основными показателями надежности прибора и автоматических устройств. Долговечностью называется свойство прибора длительно сохранять работоспособность в заданных режимах до значительного износа. Под ремонтопригодностью понимается свойство прибора восстанавливать работоспособность путем предупреждения, обнаружения и устранения неисправностей. Для повышения ремонтопригодности современные приборы конструируют с учетом максимального удобства замены элементов, часто выходящих из строя (электронные лампы, переключатели, электромеханические реле). |

| Читайте: |
|---|
Диспетчеризация пунктов:
Автоматизированная система коммерческого учета электроэнергии на ОАО ПЕРМТРАНСЖ Реализованная на ОАО ПЕРМТРАНСЖЕЛЕЗОБЕТОН АСКУЭ предназначена для осуществления эффективного и достоверного технического автоматизированного учета электроэнергии на заводах и предприятиях различны... |
СИСТЕМА ДИСПЕТЧЕРИЗАЦИИ ТЕПЛИЧНОГО КОМПЛЕКСА Заказчик: тепличный комплекс «Овощевод», г. Тольятти Описание технологического процесса: Объектом управления является тепличный комплекс, который состоит из двух бригад, к одной из которых отно... |
Система дистанционного мониторинга ЦТП Уфы. АСКУЭ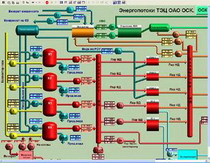 Реализованная система диспетчеризации и управления обеспечивает выполнение следующих функций: регулирование температуры отопления по графику и температуры горячего водоснабжения (ГВС); регулирование... |
Теория АСУ:
Контроль измерительных приборов Для обеспечения единообразия, верности и правильного применения мер и измерительных приборов установлен определенный порядок их контроля. Для этой цели организована Государственная служба мер и изме... |
Принцип погодозависимого регулирования Поясним, каким образом осуществляется поддержание комнатной температуры с учетом изменений уличной. При настройке контроллера устанавливается так называемая температурная кривая, отражающая зависимо... |
Автоматизированная система управления технологическим процессом АСУ ТП Автоматизированная система управления технологическим процессом (АСУ ТП) — комплекс программных и технических средств, предназначенный для автоматизации управления технологическим оборудованием на п... |
Подсистема централизованного контроля Подсистема централизованного контроля основных режимных параметров и состояния технологического оборудования предназначена для текущего информирования диспетчера и руководства завода о ходе процессо... |
Автоматизированных средств управления и регулирования производственных процессов В СССР освоение автоматизированных средств управления и регулирования производственных процессов началось одновременно с созданием тяжёлой промышленности и машиностроения и проводилось в соответстви... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм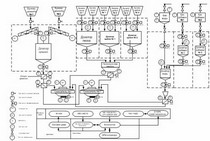 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Автоматизированная система управления мобильным центром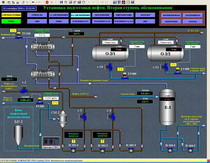 Характеристика объекта управления: МЦОД имеетряд преимуществ по сравнению со стандартным дата-центром, таких как: мобильность, в... |
Автоматизация экспериментальной установкой для исследов АСУ ТП установки обеспечивает полную автоматизацию технологического процесса проведения эксперимента, позволяет вести наблюдение... |