


| Что такое система PLC |
| Автоматизация - Автоматизированные системы управления |
|
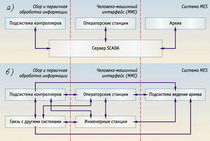
Из самого названия данного класса становится ясно, что основным компонентом системы является программируемый логический контроллер. Системы класса PLC чрезвычайно хороши для управления последовательностью технологических операций в процессе изготовления изделия (не продукта, а именно изделия – далее будет пояснена разница). Как правило, эти операции носят дискретный характер и требуют очень быстрой реакции со стороны автоматики. Типичным примером применения систем PLC является управление формовочной машиной для изготовления стеклотары или, например, управление аппаратом по наклейке алюминиевых крышек на пластиковые стаканчики с йогуртом. Типовые задачи систем PLC: •Управление конвейерными производствами; •Управление робототехникой; •Высокоскоростное управление приводами, •Управление позиционирующими устройствами; •Сигнализация, оповещение; •Управление комплектными технологическими машинами. Для систем PLC характерно то, что они не требуют непрерывного контроля со стороны диспетчера (в отличие от SCADA и DCS), достаточно периодической проверки статуса. Уровень диспетчерского (операторского) управления развит слабо и сводится, как правило, к установке кнопочного пульта управления для запуска/останова того или иного технологического участка и отображения аварийных сигнализаций. Большую часть времени система PLC работает без надзора со стороны человека, т.е. в автоматическом (автономном) режиме. Здесь по сути PLC приближается к САУ. Структура системы PLC довольно проста. Один или несколько программируемых логических контроллеров, объединенных в сеть с помощью цифровой шины. Обмениваясь по шине данными, контроллеры могут взаимодействовать друг с другом, что необходимо для их согласованной работы. Как уже было упомянуто, при необходимости к системе также можно подключить пульт локального управления (кнопочный или с ЖК-панелью). Как правило, у контроллеров есть электрические входа/выхода для подключения к ним полевых датчиков, сенсоров, исполнительных механизмов (клапанов, позиционирующих устройств, различных приводов), устройств оповещения и сигнализации. Количество входов/выходов может быть как фиксировано, так и расширяемо с помощью дополнительно подключаемых модулей. Такие модули называются “модулями ввода/вывода” (IO modules). Контроллер непрерывно выполняет заложенную в него программу управления по следующему циклу: считывание сигналов с датчиков, математическая обработка данных в соответствие с определенным алгоритмом, формирование управляющего воздействия и его передача на исполнительные механизмы. При этом требуется высокое быстродействие – время выполнения всего цикла составляет не более 10-20 мс. Следующие аспекты характерны для систем класса PLC: •Высокоскоростное управление дискретными операциями; •Отказоустойчивость системы управления не критична: в случае останова технологический процесс возобновляется в короткие сроки и с минимальными потерями; •Практическое отсутствие операторского уровня – высокая степень автономности; •Быстрая реакция на дискретные события; •Жесткая временная синхронизация работы нескольких узлов. |

| Читайте: |
|---|
Диспетчеризация пунктов:
Автоматизированная система коммерческого учета электроэнергии на ОАО ПЕРМТРАНСЖ Реализованная на ОАО ПЕРМТРАНСЖЕЛЕЗОБЕТОН АСКУЭ предназначена для осуществления эффективного и достоверного технического автоматизированного учета электроэнергии на заводах и предприятиях различны... |
АВТОМАТИЗИРОВАННАЯ СИСТЕМА УЧЕТА ВОДООТВЕДЕНИЯ КАНАЛИЗАЦИОННОЙ НАСОСНОЙ СТАНЦИИ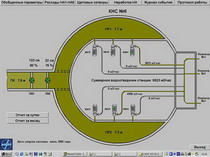 Заказчик: ГУП «Водоканал С-Пб», г. С-Петербург Объект: Районная канализационная насосная станция (КНС) №6 Правобережного Водоканала) c насосными агрегатами (НА) производительностью 1500 – 7000 м3... |
АСУ ТП и система диспетчеризация головных водозаборных сооружений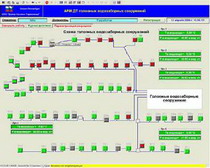 Объектом диспетчеризации и управления является технологическое оборудование артезианских скважин (общее число 80 скважин), находящееся в павильонах над артезианскими скважинами и водоводы (5 водовод... |
Теория АСУ:
Рассмотрим комплексные схемы применения PID-регуляторов Для чего используются PID-регуляторы? Лучше пояснить на примере. Допустим, есть абстрактный технологический процесс. Воду в емкости необходимо нагреть и поддерживать при определенной температуре. Дл... |
Перечень модулей ввода/вывода серии MAТCHBOX MMB500-CPU Процессорный модуль 16-разрядный процессор Fujitsu MMB510-4DI Модуль дискретного ввода 24 в, 4 канала ММВ511-2DI Модуль дискретного ... |
Что такое DCS РСУ (DCS) - наиболее комплексный и, на мой взгляд, самый интересный класс АСУ ТП. РСУ, как правило, применяются для управления непрерывными технологическими процессами (хотя, строго говоря, сфера пр... |
Введение в теорию регулирования С началом индустриализации назрела насущная необходимость в более точных методах измерения и самих мерах. Одним из первых шагов в этом направлении стала заключенная в 1875 году в Париже Метрическая ... |
Основные принципы и правила построения схем автоматизации Схема автоматизации является документом, определяющим структуру и характер автоматизации технологического объекта и оснащение его устройствами контроля и управления. При выполнении схем автоматиз... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм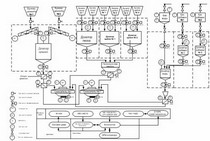 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Новые возможности для персонала ВПУ-700 Для оперативного персонала. АСУТП ВПУ-700 позволяет оператору в доступной и наглядной форме производить со станции оператора:... |
АСУТП комбикормового завода Система управления предназначена для автоматизации управления всем технологическим оборудованием комбикормового завода или цеха.... |






