


| Активизация человеческого фактора |
| Внедрение СУП - Системы управления предприятием |
|
Система управления производством «Тоёты» позволяет достичь различные цели (оперативное регулирование производства, гарантия качества, активизация самого рабочего) в ходе достижения своей основной цели - сокращения издержек производства. Активизация рабочих делает систему «Тоёты» по-настоящему жизненной. Каждый рабочий имеет возможность выдвигать предложения и предлагать усовершенствования на собраниях кружков качества. Подобный процесс выдвижения предложений ведет к усовершенствованию оперативного управления производством путем изменения последовательности операций при изменении продолжительности производственных циклов. Качество гарантируется путем предотвращения повторения брака и неисправной работы станков и, наконец, активизацией самих рабочих, вовлечением каждого в управление производственным процессом. Главной задачей производственной системы «Тоёты» является увеличение прибыли за счет снижения издержек производства, т. е. путем ликвидации затрат на ненужные запасы и рабочую силу. Понятие издержек в данном случае является весьма широким. Обычно это денежные расходы в прошлом, настоящем и будущем, выводимые из доходов от продаж. Таким образом, издержки включают не только производственные издержки и издержки обращения. Для того чтобы достичь сокращения издержек, производство должно быстро и гибко приспосабливаться к изменениям спроса на рынке. Такой идеал находит свое воплощение в системе «точно вовремя», обеспечивающей производство в нужное время нужного количества необходимой продукции. На «Тоёте» система «канбан» возникла как средство оперативного управления производством в течение месяца и как механизм системы «точно вовремя». В то же время для введения системы «канбан» производство должно быть приспособлено к изменениям объемов и номенклатуры деталей, поступающих с линии сборки. Такая организация требует сокращения цикла выполнения заказа, так как различные элементы должны производиться каждый день. Это достигается с помощью мелкосерийного производства, а также единичного (штучного) производства и доставки. Мелкосерийное производство может быть обеспечено сокращением времени переналадки, а единичное производство - использованием многофункциональных рабочих. Откуда пришли эти основополагающие идеи? Что вызвало их к жизни? Во многом они были определены рыночными ограничениями, характерными для японской автомобильной промышленности в первые послевоенные годы: большое разнообразие при небольших объемах производства. «Тоёта» с 50-х годов последовательно придерживалась точки зрения, что было бы опасным слепо копировать систему Форда (которая могла понизить средние издержки посредством производства продукции большими партиями). Американские технологии массового производства были эффективными в период высоких темпов роста, которые продолжались до 1973 г. В эпоху низких темпов роста, после нефтяного кризиса, производственная система «Тоёты» привлекла внимание и была применена в различных отраслях в Японии с целью увеличения прибыли за счет снижения издержек и потерь. Американские и европейские компании могут принять эту систему, но могут встретиться с трудностями, если будут использовать ее лишь частично. |
| Читайте: |
|---|
Диспетчеризация пунктов:
СИСТЕМА АВТОМАТИЗАЦИИ И ДИСПЕТЧЕРИЗАЦИИ ТЕПЛОСЕТЕЙ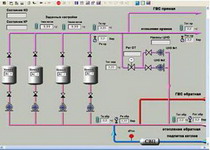 Заказчик: ООО «Радуга Хит», Московская область Объект: теплосети (котельные, ИТП) городов Климовск, Подольск, пос. Мещерское Функции системы: Автоматика объекта (контроллер Трансформер, Элек... |
АВТОМАТИЗИРОВАННАЯ СИСТЕМА ОПЕРАТИВНОГО ДИСТАНЦИОННОГО УПРАВЛЕНИЯ КАНАЛИЗАЦИОННЫ Заказчик: МУП «Водоканал Воронежа», Воронеж Описание технологического процесса: Городские канализационные стоки попадают в приёмную ёмкость. При достижении уровнем в приёмной ёмкости определён... |
Автоматизированная система коммерческого учета электроэнергии на ОАО ПЕРМТРАНСЖ Реализованная на ОАО ПЕРМТРАНСЖЕЛЕЗОБЕТОН АСКУЭ предназначена для осуществления эффективного и достоверного технического автоматизированного учета электроэнергии на заводах и предприятиях различны... |
Теория АСУ:
Щиты и пульты контроля и управления Средства контроля и управления технологическим процессом и вспомогательные устройства размещаются на щитах и пультах систем автоматизации, устанавливаемых вблизи технологического оборудования либо в... |
Автоматизация производства Автоматизация производства. Введение в Автоматизацию и общие понятия. Автоматизация производства, процесс в развитии машинного производства, при котором функции управления и контроля, ранее выпол... |
Регулятор в современных АСУ ТП. ПИД-регулятор Что такое регулятор? Этот термин пришел из теории автоматизированного управления. Регулятором называется устройство, которое следит за функционированием объекта управления и, постоянно анализируя ег... |
Диспетчеризация подсистемы водоснабжения Подсистема водоснабжения осуществляет, управление работой насосов, контролируя, при этом, поддержание необходимого давления или уровня. |
Технические средства автоматизации производств История развития технических средств автоматизации а также сформировавшаяся структура определяющаяся их назначением. Средства формирования, передачи, первичной обработки и автоматического извлечения... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Автоматизация горнообогатительного производства. АСУ ТП Технологическая установка “Башня отбора проб” предназначена для определения выхода класса крупности более 25 мм и содержания же... |
АСУ ТП микроклимата линий производства пластиковых карт Объектом управления и контроля являются установки кондиционирования и вентиляции, обеспечивающие микроклимат на производственных... |






