


| Управление отношением (ratio control) |
| Автоматизация - Автоматизированные системы управления |
|
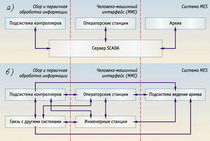
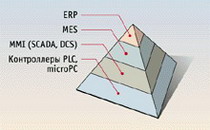
Иногда стабилизация отношения между двумя или большим количеством переменных процесса более значима, чем стабилизация их абсолютных значений. В таких случаях используются системы пропорционального управления. Обычно переменные процесса, для которых должно сохраняться заданное отношение, представляют собой величины расхода компонентов или величины объемов, что наиболее характерно для процессов сжигания (например, направления топлива на форсунки горелки). Управление отношением чаще всего используется в следующих процессах: 1. Смешение двух или нескольких потоков веществ для производства смесей заданного химического состава; 2. Смешение двух или нескольких веществ для производства смесей, обладающих заданными физическими свойствами; 3. Поддержание заданного соотношения “топливо/воздух” для достижения оптимального процесса горения. АСУ ТП в пищевой промышленности Современный этап автоматизации технологических процессов характеризуется использованием цифровой управляющей техники: микро-ЭВМ - для управления отдельными участками и агрегатами, в том числе промышленными манипуляторами, мини-ЭВМ - для управления технологическим комплексом. Головные образцы АСУ ТП с использованием цифровой управляющей техники созданы на базовых объектах в производстве сахара-песка, сахара-рафинада, растительного масла, маргарина, спирта и других пищевых продуктов. Целевой комплексной программой работ по автоматизации производства и управления в пищевой промышленности определена необходимость широкого тиражирования АСУ ТП. Выполнение этой программы возможно при переходе от индивидуальной разработки каждой системы к индустриальным методам проектирования на основе унифицированных и типизированных элементов. Вопросы унификации аппаратурной основы АСУ ТП решаются при проектировании компоновкой вычислительных комплексов из набора агрегатных модулей АСВТ-М и СМЭВМ. С целью снижения затрат на компоновку модулей освоены и выпускаются промышленностью фиксированные наборы агрегатных модулей, объединенные в типовые конструктивы (стойки), а также типовые комплексы. Базовые технологические объекты управления (ТОУ) являются наиболее представительными в своих подотраслях, что дает возможность тиражировать АСУ ТП и использовать их опыт внедрения и эксплуатации на многих предприятиях. Разработка головных АСУ ТП в различных подотраслях пищевой промышленности осуществляется на единых методологических и организационных принципах. АСУ ТП построены по иерархическому принципу, большинство из них содержит два уровня управления: 1 - местные пункты, в которых сосредоточены локальные системы контроля и управления отдельными участками и отделениями, оборудованные устройствами связи с оперативным персоналом АСУ ТП; 2 - центральный пункт управления, осуществляющий контроль и управление ТОУ в целом. Централизация контроля и управления обеспечила возможность оперативно влиять на технологический процесс, своевременно предотвращать и ликвидировать аварийные ситуации, уменьшить потери сырья, сократить численность обслуживающего персонала. В АСУ ТП реализованы следующие функции: контроль технологического процесса и состояния оборудования, дистанционное управление оборудованием и запорно-регулирующей арматурой, программное и логическое управление, автоматическое регулирование параметров (в том числе непосредственно от вычислительной машины), защита и блокировка оборудования и технологического процесса, сигнализация о нарушениях технологических режимов, централизованный сбор технологической и оперативно-производственной информации, автоматический контроль, индикация и регистрация информации в цифровой и аналоговой форме, индикация информации по инициативе оперативного персонала, расчет технико-экономических показателей по отдельным участкам технологического процесса и производству в целом, расчет оптимальных режимов ведения технологических процессов, формирование и выдача советов оперативному персоналу, формирование отчетных документов по участкам и ТОУ в целом ежечасно, ежесуточно, ежедекадно и ежемесячно. В качестве примера рассмотрим структурную схему функциональных подсистем головного образца АСУ ТП сахарорафинадного производства. Из схемы видны основные особенности данной части АСУ ТП, в том числе: наличие в системе обратной связи от управляемых и контролируемых технологических процессов к управляющему вычислительному комплексу (УВК), в состав которого входят управляющая ЭВМ, мнемощит, пульт управления, расположенные в вычислительном центре (ВЦ) и центральном диспетчерском пункте (ЦДП) завода; наличие в системе задач оперативного (в темпе реального времени производства) управления, осуществляемого диспетчером, операторами технологических участков и локальными регуляторами, и перспективного (с учетом использования статистических данных об отклонениях от регламента режимных параметров работы оборудования и экономических показателей производства) управления, осуществляемого главным инженером, главным технологом и главным экономистом завода в порядке устранения «узких мест» производства и повышения его эффективности; использование модулей ввода и вывода информации управляющей ЭВМ для управления мнемощитом; передача выработанных УВК регулирующих воздействий непосредственно из ЦДП в виде изменения заданий регуляторам и операторам технологических участков по соответствующим каналам связи; наличие в составе системы аналоговой, число-импульсной и дискретной информации, поступающей от автоматических датчиков, а также дискретной информации, вводимой из техно-химлаборатории по результатам лабораторных анализов качества сырья, полупродуктов и готовой продукции. По такому же принципу построены структурные схемы головных образцов АСУ ТП свеклосахарного, маслоэкстракционного, маргаринового, спиртового и других пищевых производств. В ряде случаев, например в АСУ ТП свеклосахарного производства, применяют трехуровневые иерархические структуры, при этом средняя ступень включает системы локальной оптимизации (для диффузии, варки утфелей), реализованные с помощью специально используемых ЭВМ. В создаваемых АСУ ТП все шире используются функции, указанные в укрупненном перечне, приведенном в табл. 19-1. В качестве критерия управления производствами в целом принят обобщенный экономический показатель - прибыль предприятия от реализации товарной продукции. Цель управления - увеличение прибыли - достигается снижением себестоимости продукции, повышением ее качества и ростом производительности предприятия при соблюдении плановых В результате декомпозиции общего критерия управления получают комплекс частных целевых функций управления отдельными технологическими участками. АСУ ТП пищевых производств представляют собой сложные системы и подразделяются на ряд подсистем. Каждая подсистема осуществляет заданные функции контроля и управления ТОУ и имеет автономное техническое, информационное и математическое обеспечение. Так, например, в состав АСУ ТП сахарорафинадного производства входят три подсистемы, работающие совместно с ЭВМ: подсистема централизованного контроля основных технологических процессов и состояния оборудования; подсистема оптимального управления режимом работы, определяющим производительность завода; подсистема расчета и печати оперативных технико-экономических показателей (ТЭП). |

| Читайте: |
|---|
Диспетчеризация пунктов:
СИСТЕМА ДИСПЕТЧЕРИЗАЦИИ ТЕПЛИЧНОГО КОМПЛЕКСА Заказчик: тепличный комплекс «Овощевод», г. Тольятти Описание технологического процесса: Объектом управления является тепличный комплекс, который состоит из двух бригад, к одной из которых отно... |
Региональная диспетчерская система газопроводной сети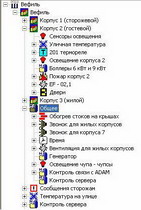 Заказчик: ОАО «Уральские газовые сети», Екатеринбург. Региональная газораспределительная организация Свердловской области. Наблюдаемыми объектами являются газорегуляторные пункты (ГРП) газопровод... |
Автоматизированная система диспетчеризации и мониторинга Энергоучет сахарного к Объект контроля: Объектом контроля является технический учет всех материальных и энергопотоков сахарного комбината: газа, пара, воды, конденсата, сырья и продукции. Сахарный комбинат состоит из д... |
Теория АСУ:
Применение гидравлических регуляторов Применение гидравлических регуляторов ограничено спецификой вида энергоносителя сигналов (например, масло не применяется на пожаро - и взрывоопасных производствах). Устройства гидравлической ветви п... |
Модульные котельные Модульные котельные установки применяются для отопления частных домов и коттеджей, различных помещений в промышленности и сельском хозяйстве. Модульные котельные безопаснее, надежнее и экономичес... |
Регулятор в современных АСУ ТП. ПИД-регулятор Что такое регулятор? Этот термин пришел из теории автоматизированного управления. Регулятором называется устройство, которое следит за функционированием объекта управления и, постоянно анализируя ег... |
Структура комплексных систем диспетчеризации Стандартная система диспетчеризации состоит из шкафов автоматики (ША) и диспетчерского пункта. В свою очередь шкаф автоматики вмещает в себя свободно программируемый контроллер, оснащенный модулями ... |
Техника безопасности при ремонте приборов и средств автоматизации Поверку, регулировку и ремонт всех приборов и средств автоматизации необходимо производить с соблюдением стандартов и технических условий, утвержденных Госстандартом СССР. Аварийное выключение пр... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм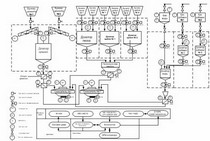 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Автоматизация горнообогатительного производства. АСУ ТП Технологическая установка “Башня отбора проб” предназначена для определения выхода класса крупности более 25 мм и содержания же... |
Характеристика объекта автоматизации ВПУ ТЭС-1 Объектом автоматизации является ВПУ ТЭС-1, предназначенная для подготовки питательной воды котлов ТЭС-1. Структурная схема ВПУ п... |






