


| Нормирование работ |
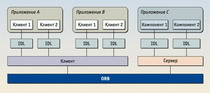
| Внедрение СУП - Системы управления предприятием |
|
Работы по нормированию операций на «Тоёте» несколько отличаются от обычных. Они определяют главным образом последовательность и режим различных опера-щий, выполняемых многостаночником-универсалом. Производственные нормы указаны на двух картах - карте последовательности технологических операций, которая выглядит как обычная технологическая карта операций, выполняемых одновременно рабочими и машинами, и технологической карте, которая вывешивается на всеобщее обозрение. В ней указывается продолжительность цикла производства детали - штучное время, последовательность операций и нормативный производственный задел. Штучное время представляет собой единую для всех линий норму времени в минутах и секундах, в течение которой на линии должно быть изготовлено одно изделие (или деталь). Это время рассчитывается по следующим двум формулам. Первоначально рассчитывается месячная выработка, которая определяется величиной спроса. В предшествующем месяце каждому производственному подразделению были сообщены дневное задание по выпуску продукции и штучное время. Такая информация поступает из планового бюро один раз в месяц на каждый последующий месяц. Рабочие должны быть расставлены так, чтобы на каждой производственной стадии было занято минимальное число рабочих. «Канбан» не является единственной информацией для каждой стадии производственного процесса. Это вид текущей производственной информации, с помощью которой регулируется объем производства текущего месяца, в то время как дневная выработка и штучное время даются заранее для составления общего производственного графика для всего завода. На технологической карте показана последовательность операций, которые должны выполняться многостаночником на его производственном участке. Она определяет порядок, согласно которому рабочий подбирает заготовку, устанавливает на станок и обрабатывает. Этот порядок операций - единый для различных типов станков, которые обслуживает рабочий. Синхронизация операций на линии может быть достигнута тогда, когда каждый рабочий будет внедрять все операции в соответствии со штучным временем. Обычное количество незавершенного производства является минимальным, так как состоит только из изделий, которые находятся в каждый данный момент на станках. Без этого количества заготовок не может выполняться заранее определенная последовательность операций на своей линии. Теоретически можно предположить, что если бы вся линия работала как конвейер, то не было бы необходимости иметь на линии какие-либо запасы между производственными стадиями. |
| Читайте: |
|---|
Диспетчеризация пунктов:
АВТОМАТИЗАЦИЯ КОМПЛЕКСА ЗДАНИЙ Заказчик и разработчик: Управленческий центр религиозной организации «Свидетели Иеговы в России». Объект: комплекс зданий (22 корпуса жилых и служебных помещений, пос. Солнечное Ленинградской об... |
СИСТЕМА ДИСПЕТЧЕРИЗАЦИИ ТЕПЛИЧНОГО КОМПЛЕКСА Заказчик: тепличный комплекс «Овощевод», г. Тольятти Описание технологического процесса: Объектом управления является тепличный комплекс, который состоит из двух бригад, к одной из которых отно... |
СИСТЕМА ДИСТАНЦИОННОГО МОНИТОРИНГА ЦТП УФЫ Функции системы: Описание системы ЦТП УФЫ: Для оптимизации интегральных затрат выбрано решение с применением двух каналов связи. Основной – радиоканал на выделенной частоте 160 Мгц 1200 bps с ... |
Теория АСУ:
Модульные ПЛК MATCHBOX компании «Контэл» Это распределённый контроллер, в состав которого входят: модуль центрального процессора, модули входов/выходов, модули питания и коммуникационные модули. Передача данных между модулями осуществляетс... |
Сервисные функции Чистый воздух. Для снижения количества вредных выбросов в воздух многофункциональная автоматика способна оптимизировать работу горелки. В установочных параметрах современных контроллеров минимальная... |
Автоматизация производства Введение в Автоматизацию и общие понятия.Автоматизация производства, процесс в развитии машинного производства, при котором функции управления и контроля, ранее выполнявшиеся человеком, передаются п... |
Регулирование температуры. Объекты Объектом регулирования называют ту часть системы, которая начинается в месте измерения и кончается в месте приложения регулирующего воздействия. Таким образом, объект регулирования - это та часть тр... |
Применение гидравлических регуляторов Применение гидравлических регуляторов ограничено спецификой вида энергоносителя сигналов (например, масло не применяется на пожаро - и взрывоопасных производствах). Устройства гидравлической ветви п... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм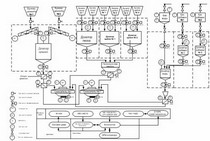 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Полевое оборудование АСУТП Внедрение АСУТП сыграло положительную роль для полевого оборудования химцеха. При внедрении АСУТП установлено более сотни новых ... |
АСУ ТП базы ХКМ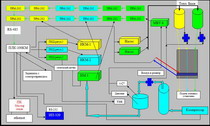 База приема и раздачи раствора хлористого кальция модифицированного (ХКМ), используемого для предотвращения обледенения улиц в з... |