


| ПРОГРАММНО-ТЕХНИЧЕСКИЙ КОМПЛЕКС ГРАНУЛЯЦИЯ |
| Системы управления - Системы управления предприятием |
|
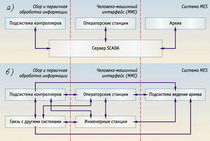
Назначение Автоматический опрос и визуальное представление на мониторе компьютера следующих параметров пресса-гранулятора: ток главного двигателя; температура прессуемого продукта; производительность питателя; уровень продукта в бункере; работа охладительно-разгрузочной колонки; расход эл.энергии; автоматическое поддержание температуры прессуемого продукта на заданном уровне; анализ частоты пусков главного двигателя пресса и его пусковых токов и осуществление блокировки пуска на заданное время, при срабатывании защиты по току; формирование предупредительных сигналов для обслуживающего персонала, в случае возникновения аварийной (нестандартной) ситуации; сбор, хранение и представление в графическом виде информации о токе главного двигателя, температуре смесителя, производительности питателя; распечатки на принтере рапортов о работе смены и прочей необходимой информации из архива; связи по компьютерной сети с другими системами (компьютерами) для оперативного обмена информацией (получения задания на линию гранулирования, рапортов, исторических трендов по аналоговым параметрам, аналоговых и дискретных сигналов о работе системы). Устройство и принцип работы АСУ линии гранулирования комбикормов и хлебопродуктов включает в себя: модульную систему ввода/вывода дискретных и аналоговых сигналов; РС - совместимый контроллер (далее контроллер), который осуществляет сбор и первичную обработку информации от оборудования, выполняет алгоритмы регулирования температуры и блокировки пусков; рабочие станции до 4х штук. Контроллер, выдавая параллельный код на плату дискретного ввода/вывода, через гальваническую развязку, управляет электронным коммутатором входа АЦП. Аналоговые сигналы датчиков нормализуются модулями ввода аналоговых сигналов и коммутируются на вход АЦП, где преобразуются в цифровой код. Параллельный код от АЦП, через гальваническую развязку, поступает на плату дискретного ввода/вывода контроллера. Дискретные сигналы точно так же вводятся в контроллер и выводятся из него через гальваническую развязку, с помощью платы дискретного ввода/вывода. Программа контроллера обрабатывает полученную информацию, и выполняет следующие действия: выдает управляющее воздействие на паровой клапан для поддержания температуры прессуемого продукта на заданном уровне; блокирует повторный пуск главных двигателей прессов на заданное время, после их аварийного отключения; формирует предупредительные сигналы аварий и отказов и готовности оборудования, накапливает и хранит на энергонезависимом носителе информацию об израсходованной электроэнергии по каждому прессу и линии в целом; на основе данных о задании питателя пресса и плотности прессуемого продукта вычисляет текущую производительность каждого пресса и пройденную через него массу. Настройки регуляторов температуры, уставки для регулирования температуры, уставки формирования блокировок по току и т. д. формируются в рабочих станциях с обозначенными правами доступа и передаются в контроллер по локальной вычислительной сети. |

| Читайте: |
|---|
Диспетчеризация пунктов:
СИСТЕМА ДИСПЕТЧЕРИЗАЦИИ ТЕПЛИЧНОГО КОМПЛЕКСА Заказчик: тепличный комплекс «Овощевод», г. Тольятти Описание технологического процесса: Объектом управления является тепличный комплекс, который состоит из двух бригад, к одной из которых отно... |
СИСТЕМА МОНИТОРИНГА ЗДАНИЯ ПРАВЛЕНИЯ ОАО РОСНЕФТЬ Функции системы: · Во вторую очередь системы должны быть также функции контроля качества электроснабжения и мониторинг из той же диспетчерской инженерного оборудования территориально удаленного ... |
АВТОМАТИЗИРОВАННАЯ СИСТЕМА УЧЕТА ВОДООТВЕДЕНИЯ КАНАЛИЗАЦИОННОЙ НАСОСНОЙ СТАНЦИИ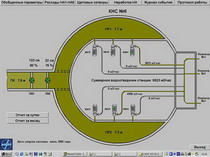 Заказчик: ГУП «Водоканал С-Пб», г. С-Петербург Объект: Районная канализационная насосная станция (КНС) №6 Правобережного Водоканала) c насосными агрегатами (НА) производительностью 1500 – 7000 м3... |
Теория АСУ:
Автоматическая линия - общие понятия и применения Автоматическая линия, система машин, комплекс основного и вспомогательного оборудования, автоматически выполняющего в определённой технологической последовательности и с заданным ритмом весь процесс... |
История развития автоматизации Процесс автоматизации начался намного раньше чем нам могло бы казаться, автоматизация на самом деле появилась практически сразу же с возникновением производства, а само по себе производство существу... |
Использование знаний Отмечается также развитие и системной интеграции. Руководители современных компаний начинают осознавать, что созданные собственными силами в кустарных условиях информационные системы не могут удовле... |
Автоматизация котельных Современную котельную невозможно представить себе без систем автоматики, объединивших все последние достижения в области управления тепловыми потоками. Примечательно, что для большинства людей до си... |
Системой единиц Совокупность единиц измерения, охватывающих определенную область величин, называется системой единиц. Развитие науки и техники привело к появлению ряда систем единиц: СГС, МКС, МТС, МКГСС и др. Испо... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм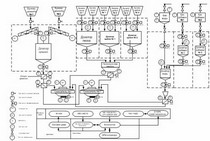 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
АСУ ТП многокомпонентными весами Автоматическая система управления многокомпонентными весами ВМК-2500 (в дальнейшем система) предназначена для контроля процесса ... |
АСУ ТП микроклимата линий производства пластиковых карт Объектом управления и контроля являются установки кондиционирования и вентиляции, обеспечивающие микроклимат на производственных... |






