


| Система «канбан» |
| Внедрение СУП - Системы управления предприятием |
|
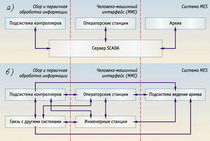
Многие называют систему «Тоёта» системой «канбан». Такое определение некорректно. Система «Тоёта» представляет собой метод организации производства продукции, в то время как «канбан» является средством осуществления системы «точно вовремя». Короче говоря, «канбан» является информационной системой, позволяющей оперативно регулировать количество продукции на различных стадиях производства. Без правильного выполнения других условий производственной системы, таких, как рациональная организация производства, нормирование работ, сбалансирование производства и т. д., принцип «точно вовремя» будет трудно реализовать, несмотря на применение системы «канбан». «Канбан» обычно представляет собой прямоугольную карточку в пластиковом конверте. Распространены два вида карточек: отбора и производственного заказа. В карточке отбора указывается количество деталей, которое должно быть взято на предшествующем участке обработки, в то время как в карточке производственного заказа - количество деталей, которое должно быть изготовлено на предшествующем участке производства. Эти карточки циркулируют как внутри предприятий «Тоёты», так и между корпорацией и сотрудничающими с ней компаниями, а также на предприятиях филиалов. Таким образом, карточки «канбан» несут информацию о расходуемых и производимых количествах продукции, что позволяет обеспечивать производство по принципу «точно вовремя». Предположим, что мы изготовляем продукцию «А», «В» и «С» на конвейерной линии (см. рис. 7.2). Элементы, необходимые для сборки деталей «а» и «в», изготовляются на предшествующем участке производства. Детали «а» и «в», производящиеся в этом процессе, складируются вдоль конвейера, и к ним прикрепляются карточки заказа «канбан». Рабочий с конвейерной линии, изготовляющей продукцию «А», прибывает на место изготовления детали «а» с карточкой заказа, чтобы взять необходимое количество деталей «а». На складе у конвейера он получает то количество деталей, которое обозначено на карточке. Затем он доставляет полученные детали на свою линию сборки вместе с карточками отбора. В это время карточки производственного заказа остаются на складе у поточной линии «а», показывая количество взятых деталей. Они информируют заказ на изготовление новых деталей на данной производственной линии. Деталь «а» изготовляется теперь в количестве, соответствующем указанному на карточках производственного заказа. |
| Читайте: |
|---|
Диспетчеризация пунктов:
СИСТЕМА АВТОМАТИЗАЦИИ ДЛЯ ВОДОПРОВОДНО-КАНАЛИЗАЦИОННОГО И ТЕПЛОЭНЕРГЕТИЧЕСКОГО Х Заказчик: ОАО «Водопроводно-канализационное и энергетическое хозяйство» (г. Нижнекамск, 66 объектов) Назначение системы: Система «ГидроДиспетчер» предназначена для автоматизации и диспетчеризации п... |
АСУ ТП ГОЛОВНЫХ ВОДОЗАБОРНЫХ СООРУЖЕНИЙ Описание технологического процесса: Объектом управления и контроля является технологическое оборудование артезианских скважин (общее число 80 скважин), находящееся в павильонах над артезианскими ск... |
СИСТЕМА ДИСПЕТЧЕРИЗАЦИИ ДЛЯ РТС И ЦТП Заказчик: филиал «Северо-Западный» №9 ОАО «МОЭК», г. Москва. Объект диспетчеризации: РТС и ЦТП, а также отдельные узлы учета. Решаемые задачи: система диспетчеризации осуществляет информационн... |
Теория АСУ:
Дифференциальная составляющая Дифференциальная составляющая противодействует предполагаемым отклонениям регулируемой величины, как бы предугадывая поведение объекта в будущем. Эти отклонения могут быть спровоцированы внешними во... |
Автоматическое управление Основы автоматического управления и возникновение систем автоматического управления. Понятие первой замкнутой системы и автоматизации производства как нового этапа развития автоматических систем. Ав... |
Интегральная составляющая Для устранения статической ошибки вводится интегральная составляющая. Она позволяет регулятору «учиться» на предыдущем опыте. Если система не испытывает внешних возмущений, то через некоторое время ... |
Диспетчеризация подсистемы водоснабжения Подсистема водоснабжения осуществляет, управление работой насосов, контролируя, при этом, поддержание необходимого давления или уровня. |
Программируемые логические контроллеры компании Контэл Производственная компания «Контэл» с 2000 года специализируется на разработке и производстве аппаратно-программных средств для создания систем промышленной автоматики. Одной из видов продукции, я... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм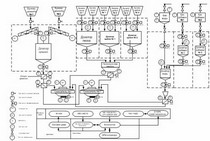 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Новые возможности для персонала ВПУ-700 Для оперативного персонала. АСУТП ВПУ-700 позволяет оператору в доступной и наглядной форме производить со станции оператора:... |
АСУ ТП производства комбикормов, премиксов и пищевых пр Назначение Программно-технический комплекс дозировочно смесительной станции (ПТК «Тензо-ДСС») является основой автоматизирова... |






