


| Автоматическая линия - общие понятия и применения |
| Автоматизация - Автоматизированные системы управления |
|
Автоматическая линия, система машин, комплекс основного и вспомогательного оборудования, автоматически выполняющего в определённой технологической последовательности и с заданным ритмом весь процесс изготовления или переработки продукта производства или части его. Рассмотрим автоматизированное поточное производство, применение автоматических линий, компоновку, управление, производительность, эффективность и стоимость В функции обслуживающего персонала автоматической линии. входят: управление, контроль за работой агрегатов или участков линии, их ремонт и наладка. Линии, которые для выполнения части операций производственного процесса требуют непосредственного участия человека (например, пуск и остановка отдельных агрегатов, закрепление или перемещение продукта переработки), называются полуавтоматическими. На современных А. л. механизированы и автоматизированы многие вспомогательные операции (например, уборка отходов производства), контроль качества продукции, учёт выработки и др. На многих автоматических линиях автоматически регулируются параметры технологических процессов, осуществляются автоматическое перемещение рабочих органов, наладка и переналадка оборудования. Создание и внедрение автоматической линии — один из важнейших этапов автоматизации производства, переход от отдельных автоматов к автоматическим системам машин и автоматизированным комплексам, часто объединяющим разнохарактерные производственные процессы. Автоматизированное поточное производство возникло в некоторых отраслях промышленности (например, в химической и пищевой) уже в начале 20 в. в основном на таких производственных участках, где технология вообще не может быть организована по-другому, например при крекинге нефти. Однако сам термин «Автоматическая линия» появился значительно позже применительно к системам металлообрабатывающих станков и машин. Этим, в частности, объясняется то, что качественные и количественные показатели автоматической линии учитываются главным образом в машиностроении и металлообрабатывающей промышленности. Первые комплексные автоматические линиии. в машиностроении СССР были созданы в 1939 по предложению рабочего-рационализатора Волгоградского тракторного завода И. П. Иночкина. Тогда же на 1-м Государственном подшипниковом заводе в Москве были созданы автоматические линии для токарной обработки и шлифования деталей подшипников. Экспериментальным научно-исследовательским институтом металлорежущих станков в 1936 были разработаны проекты автоматических линий из агрегатных станков. Такие линии для оборонной промышленности строились в годы Великой Отечественной войны. Завод «Станкоконструкция» в 1945—46 изготовил ряд автоматических линий из агрегатных станков для обработки корпусных деталей тракторов и автомобилей. В 1947—50 впервые в мировой практике в СССР было создано комплексно-автоматизированное производство алюминиевых поршней для тракторных двигателей с автоматизацией всех процессов, включая загрузку сырья, плавление металла, дозирование расплавленного металла, отливку заготовок, термическую, механическую, химическую, антикоррозионную обработку, контроль качества и упаковку готовой продукции. В 1953—55 на 1-м Государственном подшипниковом заводе был создан комплексно-автоматизированный цех по изготовлению шариковых и роликовых подшипников, включая их обработку, контроль и сборку. Дальнейшим этапом в развитии автоматических линий явилось создание типовых быстропереналаживаемых многономенклатурных автоматических линий для обработки цилиндрических зубчатых колёс, ступенчатых и шлицевых валов. На таких линиях при незначительных затратах времени на переналадку возможна обработка нескольких однотипных деталей различных размеров; в то же время каждый станок линии может работать самостоятельно. Разработка типовых автоматических линий на базе машин и оборудования широкого назначения создала необходимые условия для серийного изготовления автоматических линий и их внедрения в серийное производство. Автоматические линии широко применяются в пищевой промышленности, производстве бытовых изделий, в электротехнической, радиотехнической и химической отраслях промышленности. Наибольшее распространение автоматические линии получили в машиностроении. Многие из них изготовляются непосредственно на предприятиях с использованием уже действующего оборудования. Автоматические линии для обработки строго определённых по форме и размерам изделий называются специальными; при изменении объекта производства такие линии заменяют или переделывают. Более широкими эксплуатационными возможностями обладают специализированные автоматизированные линии для обработки однотипной продукции в определённом диапазоне параметров. При изменении объекта производства в таких линиях, как правило, лишь перенастраивают отдельные агрегаты и изменяют режимы их работы; основное технологическое оборудование в большинстве случаев может быть использовано для изготовления новой однотипной продукции. Специальные и специализированные автоматические линии применяются главным образом в массовом производстве. В серийном производстве автоматические линии должны обладать универсальностью и обеспечивать возможность быстрой переналадки для изготовления различной однотипной продукции. Такие А. л. называют универсальными быстропереналаживаемыми, или групповыми. Несколько меньшая производительность универсальных А. л. по сравнению со специальными компенсируется их быстрой переналадкой для производства широкой номенклатуры продукции. |

| Читайте: |
|---|
Диспетчеризация пунктов:
АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОММЕРЧЕСКОГО УЧЕТА ОТПУСКА ПИТЬЕВОЙ ВОДЫ ПОТРЕБИТЕЛЯ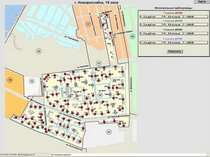 Заказчик: Комитет по управлению Жилищно-коммунальным хозяйством Администрации г. Новороссийск Объект: I-я очередь системы, включающая потребителей одной из зон водоснабжения (110 узлов учета). ... |
Система диспетчеризации тепличного комплекса Овощевод Объект контроля:Объектом управления является тепличный комплекс, который состоит из двух бригад, к одной из которых относятся четыре теплицы, ко второй - пять. Задача управления для каждой теплицы с... |
АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ МОБИЛЬНЫМ ЦЕНТРОМ ОБРАБОТКИ ДАННЫХ КОМПАНИ Заказчик: компания «Комус» Объект:мобильный центр обработки данных (МЦОД) Характеристика объекта управления: МЦОД, являясь, по сути, аналогом стандартного дата-центра, заключает в себе ряд до... |
Теория АСУ:
Регулирование температуры воды в подающем трубопроводе В этом случае осуществляется регулирование температуры в подающем трубопроводе, которая является регулируемой величиной. Она косвенным образом влияет на температуру в помещении. Регулирование позвол... |
Обзор рынка и выставки Передовые Технологии Автоматизации Сегодня на российском рынке идёт борьба за потребителя, компании конкурируют друг с другом. В этой конкурентной борьбе побеждает тот, кто раньше других начал переводить своё производство на мировые ... |
Диспетчеризация лифтового хозяйства Диспетчеризация лифтового хозяйства позволяет: · значительно повысить оперативность в обслуживании лифтовым оборудованием; · своевременно получать сигналы о каких-либо повреждения и сбоях в ... |
Энергосбережение. Что нужно делать для снижения потерь, связанных с несовершенст 1. Занимайся совершенствованием энергетического хозяйства только в том случае, когда эта работа может дать, в конечном счете, существенный экономический либо экологический эффект. 2. Определи, ка... |
Применение гидравлических регуляторов Применение гидравлических регуляторов ограничено спецификой вида энергоносителя сигналов (например, масло не применяется на пожаро - и взрывоопасных производствах). Устройства гидравлической ветви п... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм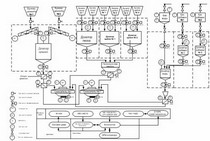 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Системы автоматизации зданий. Диспетчеризация инженерны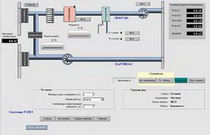 В данном разделе приведены примеры проектов систем автоматизации зданий и диспетчеризации зданий. Здесь представлена информация ... |
АСУ ТП базы ХКМ База приема и раздачи раствора хлористого кальция модифицированного (ХКМ), используемого для предотвращения обледенения улиц в з... |