


| Подсистема централизованного контроля |
| Автоматизация - Автоматизированные системы управления | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подсистема централизованного контроля основных режимных параметров и состояния технологического оборудования предназначена для текущего информирования диспетчера и руководства завода о ходе процессов производства с целью принятия оперативных и перспективных мер при недопустимых нарушениях технологического регламента производства по определяющим режимным параметрам и основным видам оборудования. Она предусматривает решение 5 следующих задач: 1-определение, сигнализация и представление на мнемо-щите ЦДП информации о недопустимых отклонениях от регламента 85 режимных параметров технологических процессов (величина рН, расходов, уровней, температур); 2 - определение и представление на мнемощите сигналов о работе 20 единиц оборудования (вакуум-аппаратов, центрифуг, насосов, транспортеров); 3 - представление на дисплее (станции индикации данных СИД) 12 фрагментов технологической схемы завода с указанием текущих значений основных параметров процессов;
4 - определение и печать численных значений и времени отклонения от регламента режимных параметров технологических процессов; 5 - представление на дисплее по вызову диспетчера текущего значения любой величины, входящей в базу данных информационного обеспечения АСУ ТП. Подсистема оптимального управления режимом работы (производительностью) завода предназначена для решения задач стабилизации основных потоков сырья и полупродуктов рафинадного производства в объемах, необходимых для выполнения заводом плановых заданий по выпуску различных видов продукции в ассортименте. В составе этой подсистемы решается 6 функциональных задач: 1-расчет и печать режимного листа управления (РЛУ); 2 - расчет режима цикличности работы рафинадных вакуум-аппаратов; 3 - расчет и печать сводки контроля исполнения РЛУ; 4 - определение и отображение плановой и фактической производительности завода («План - факт»); 5 - автоматическая стабилизация потоков непрерывнодей-ствующей части производства; 6 - дистанционное (механизированное) управление основным оборудованием периодически действующей части производства. Подсистема управления производительностью по основным потокам производства построена таким образом, что в управляющий вычислительный комплекс (УВК) вводится исходная информация о плановых заданиях, выдаваемых на смену. В УВК согласно разработанному алгоритму соответствующим пакетом программных модулей (ППМ) производится расчет РЛУ на базе уравнений материального баланса, связывающих задание по производительности с расходами полупродуктов. Диспетчер, получив РЛУ в виде совета, при необходимости вносит в него свои коррективы и затем использует скорректированный РЛУ для реализации планового задания. Диспетчер задает значения режимных параметров для участков с непрерывно - и дискретнодей-ствующим оборудованием. Эти воздействия должны обеспечивать полное выполнение РЛУ, что проверяется с помощью ежечасно печатаемой сводки КРЛУ, которая рассчитывается УВК на основании исполнительной информации Иф двух видов - Иф1 и Иф2. В состав Иф] входят мгновенные значения расходов рафинадных сиропов, получаемые от датчиков индукционных расходомеров. Сигналы группы Иф2 являются число-импульсными сигналами, характеризующими число включений центрифуг периодического дей- Таблица 19-2. Режимный лист управления
|

| Читайте: |
|---|
Диспетчеризация пунктов:
Автоматизированная система коммерческого учета отпуска питьевой воды потребителя В г. Новороссийске реализована перва очередь системы коммерческого учета питьевой воды. Функции системы: обеспечение приборного учета потребляемой питьевой воды каждым объектом водопотребления, о... |
СИСТЕМА ДИСПЕТЧЕРИЗАЦИИ ДЛЯ РТС И ЦТП Заказчик: филиал «Северо-Западный» №9 ОАО «МОЭК», г. Москва. Объект диспетчеризации: РТС и ЦТП, а также отдельные узлы учета. Решаемые задачи: система диспетчеризации осуществляет информационн... |
АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОММЕРЧЕСКОГО УЧЕТА ОТПУСКА ПИТЬЕВОЙ ВОДЫ ПОТРЕБИТЕЛЯ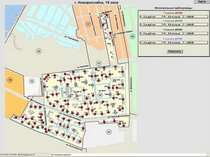 Заказчик: Комитет по управлению Жилищно-коммунальным хозяйством Администрации г. Новороссийск Объект: I-я очередь системы, включающая потребителей одной из зон водоснабжения (110 узлов учета). ... |
Теория АСУ:
Использования систем Правило второе. Нужно обладать информацией о системах, которые Вы собираетесь использовать. Рассмотрим различия на примере котельных пунктов. Современные котельные монтируются на базе одноконтурн... |
Отопление больших помещений с помощью газа Когда мы говорим об отоплении промышленных помещений, большинство специалистов сразу думает о большой котельной, трубах, вентиляторных конвекторах, регулирующих клапанах, вентиляторах и т.д. Устойчи... |
Образцовые и эталонные рабочие приборы По метрологическому назначению приборы делятся на рабочие, образцовые и эталонные. Рабочие приборы подразделяются на технические и лабораторные. Первые предназначены для практических целей измере... |
Сервисные функции Чистый воздух. Для снижения количества вредных выбросов в воздух многофункциональная автоматика способна оптимизировать работу горелки. В установочных параметрах современных контроллеров минимальная... |
Модульные ПЛК MATCHBOX компании «Контэл» Это распределённый контроллер, в состав которого входят: модуль центрального процессора, модули входов/выходов, модули питания и коммуникационные модули. Передача данных между модулями осуществляетс... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм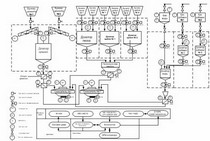 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
АСУТП комбикормового завода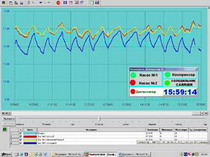 Система управления предназначена для автоматизации управления всем технологическим оборудованием комбикормового завода или цеха.... |
АСУ ТП головных водозаборных сооружений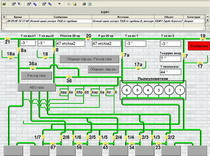 Объектом управления и контроля является технологическое оборудование артезианских скважин (общее число 80 скважин), находящееся ... |