


| Показатели уровня механизации и автоматизации |
| Автоматизация - Автоматизированные системы управления |
|
Показатели уровня механизации и автоматизации можно распределить на два больших класса: структурные и функциональные, которые оценивают по показателям либо структуры, либо процесса функционирования производственной системы. Частные показатели уровня механизации (автоматизации), общее число которых в различных отечественных и зарубежных методиках расчёта приближается к 100, можно разделить на типы в зависимости от основного учетного параметра: Ч – человек; Cт – средства технологического оснащения; Пт – предмет труда (изделие, материал, либо другой вид продукции); Т – время; Э – энергия; И – информация. В зависимости от основных методов расчёта уровня механизации и автоматизации формируются также сложно-составные способы расчёта, которые используют различные поправочные коэффициенты, коды классов и подклассов средств механизации и автоматизации, различные средневзвешенные величины и т.д. Простые формулы расчётов, представленные данной выше классификацией, можно проиллюстрировать следующими примерами. * Кадровые показатели. В этом классе широко распространен расчёт степени охвата рабочих механизированным трудом: См= Рм/(Рм+Рмр+Рр ) (35) где Рм – число рабочих механизированного труда; Рмр– число рабочих механизированно-ручного труда; Рр – число рабочих ручного труда. Этот показатель характеризует в первую очередь состояние механизации и автоматизации труда рабочих для решения социальных задач совершенствования производства. * По-машинные показатели уровня механизации и автоматизации характеризует показатель Кавт= Савт/ Собщ, (36) где Кавт – коэффициент (уровень) автоматизации; Савт – число станков автоматического действия; Собщ – общее число станков. Кроме такого способа оценки состояния (распространенности) механизации и автоматизации широко используются различные классификационные системы оценки состояния механизации и автоматизации самих станков: от станков с ручным приводом до полностью автоматических. *Продукционные методы оценки состояния механизации и автоматизации получили преимущественное распространение для анализа погрузочно-разгрузочных, транспортных и складских работ, например, расчёт У = Ом/О, где Ом – объём продукции переработанной механизированным способом; О – общий объём продукции. * Информативные показатели. Они не получили широкого распространения, хотя по аналогии с предшествующими формулами их можно определить через соотношение объёмов перерабатываемой информации машинным способом (в битах) к общему объему перерабатываемой информации в той или иной информационной технологии, например подготовке управляющих программ к станкам с ЧПУ. * Энергетические показатели можно представить следующей формулой расчёта W= Эм(а)/(Эм(а) + Эр) где Эм(а) – сумма полезной работы машин (а – при автоматизации); Эр – сумма полезной ручной работы людей, участвующих в производственном, либо технологическом процессе. Хронометрические показатели проиллюстрированы показателем dt dt= tнм/ tшт. Классификация методов оценки уровня механизации и автоматизации позволяет рассмотреть способы их практического применения. В первую очередь рассматриваемые методы анализа используют для сопоставительного анализа аналогичных производств в целях определения направлений технического перевооружения или реконструкции производственных подразделений, улучшения состояния механизации и автоматизации в них до уровня образцовых. Низкое значение показателя (См) в анализируемых цехах при высоком значении (dt) может свидетельствовать о том, что значительная часть рабочих не использует механизированное (автоматизированное) оборудование на фоне того, что другая часть рабочих, использующих высокоавтоматизированное оборудование, большую часть времени занята только наблюдением за процессом. В этой связи можно констатировать, что вопросы комплексной механизации и автоматизации решены в таких цехах неправильно. Вторичная механизация и автоматизация в результате технического перевооружения и реконструкции таких цехов была ориентирована только на участки механической обработки, полностью не были затронуты слесарные участки. В результате величина См уменьшилась за счёт роста производительности труда станочников и высвобождением их численности. Выбор объектов механизации и автоматизации в данном случае был осуществлен недостаточно тщательно, что привело к относительной «размеханизации» производственного процесса с точки зрения решения социальных задач. Анализируя способы применения хронометрического показателя уровня механизации и автоматизации труда dt, расчёт которого ведется по формуле (39), можно отметить, что для крупных производственных подразделений нередко требуется использование малых выборок с целью сокращения затрат времени на аналитическую работу. Решение вопроса о применении в данном случае теории малых выборок основывается на законах распределения величины dt. Исследования показали, что на отдельно взятых операциях технологических процессов, например механической обработки, законы распределения показателя близки к нормальному. Но в других случаях, например для участка, цеха, они далеки от нормального закона распределения и описываются другими законами распределения, например законом распределения Пирсона. Теория малых выборок, которая, как известно, основывается на использовании нормального закона распределения анализируемой величины, может быть использована для распределений, близких к нормальному (наличие эксцессов, ассиметрий...), лишь бы объём выборки был не чрезмерно мал. Следовательно, для выборочного анализа показателя dt на отдельных технологических операциях с указанными ограничениями приемлема общепринятая теория малых выборок с использованием критерия Стьюдента. Более сложным является решение вопроса о применении теории малых выборок при анализе крупных структурных подразделений (участка, цеха...), так как закон распределения показателя dt резко отличается от нормального. Параметры данного распределения для цеха дают U-образный тип закона распределения Пирсона. Это обстоятельство требует иного подхода к решению задачи о применении теории малых выборок [26]. Документом, в котором фиксируют значения показателя уровня механизации и автоматизации технологического процесса, является маршрутная карта. В ней предусмотрено кодирование степени механизации и автоматизации, на основании чего определяется не только технический уровень технологии, но также должен даваться ответ на решение задачи об оптимизации технологического процесса по уровню его автоматизации. |

| Читайте: |
|---|
Диспетчеризация пунктов:
Автоматизированная система энергоучета тепловой энергии на тепловыводах Новосиби Система энергоучета и диспетчеризации охватывает тепловые выводы четырех ТЭЦ в г. Новосибирске и одной ТЭЦ в Новосибирской области. На каждой из пяти ТЭЦ Master SCADA установлены узлы энергоучета... |
Система диспетчеризации распределенных объектов Курганводоканала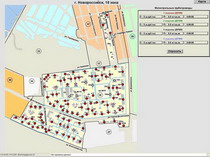 Объект: городские сети водоснабжения, пункт водозабора, насосные станции третьего подъема, канализационные насосные станции. Для сбора данных с объектов используется радиоканал. Система диспетчер... |
АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОММЕРЧЕСКОГО УЧЕТА ЭЛЕКТРОЭНЕРГИИ НА ОАО ПЕРМТРАНСЖ Заказчик: ОАО «Пермтрансжелезобетон», г. Краснокамск Пермской обл. – крупнейший производитель железобетонных конструкций, уральского региона, а также по изготовлению продукции дерево - и металлообр... |
Теория АСУ:
Диспетчеризация подсистемы электроснабжения Подсистема электроснабжения представляет собой составную часть любого здания, будь то инженерные, жилые или административно-производственные коммуникации. Высокая надежность и эффективность электрос... |
Блочные тепловые пункты Теплообменники сейчас необходимы на большинстве промышленных заводов. Теплообменники позволяют порядочно сэкономить в строительных работах (охлаждение битумных смесей и других растворов). Высокая пр... |
Техника безопасности при ремонте приборов и средств автоматизации Поверку, регулировку и ремонт всех приборов и средств автоматизации необходимо производить с соблюдением стандартов и технических условий, утвержденных Госстандартом СССР. Аварийное выключение пр... |
Методы автоматизации Методы автоматизации производства и научные основы автоматизации развиваются главным образом по 3 направлениям.Во-первых, разрабатывают методы эффективного изучения закономерностей объектов управлен... |
Процессы механизации Изучая процессы механизации, можно отметить, что использование в трудовом процессе машины как средства механизации обеспечивает замену части или всех энергозатрат человека, необходимых для формообр... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм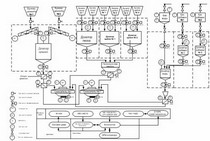 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
АСУТП комбикормового завода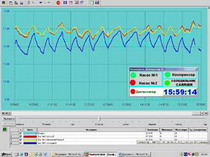 Система управления предназначена для автоматизации управления всем технологическим оборудованием комбикормового завода или цеха.... |
Информационная система компрессорного цеха магистрально Компрессорный цех предназначен для повышения давления в магистральном трубопроводе и состоит из ряда газоперекачивающих электроп... |






