


| Кодирования состояния механизации и автоматизации технологических операций |
| Автоматизация - Автоматизированные системы управления |
|
Для кодирования состояния механизации и автоматизации технологических операций в маршрутных картах технологических процессов предлагается воспользоваться двоичным алфавитом, который широко распространен в технической кибернетике. Основываясь на определении механизации и автоматизации как способах использования в технологическом процессе энергии и информации, замены энергетической и информационно-управляющей функций труда человека работой машин (они были стандартизованы ранее в ГОСТ 23004–78), можно выполнить следующую классификацию технологических операций и средств технологического оснащения в целях кодирования технологических процессов по состоянию их механизации и автоматизации. Пусть Е – обозначает энергетическую, И – информационно-управляющую функции выполнения технологической операции или процесса. Эти аббревиатуры могут дополняться индексом (м), если заданная функция выполняется машиной, и (ч) – человеком. Обозначив наличие средств технологического оснащения, в том числе и технологического оборудования аббревиатурой Т, можно на основе формул теории сочетаний для множеств {Им; Ем; Т; Ир; Ер} определить 32 теоретически возможных способа выполнения технологических операций по изготовлению продукции. Вводя ограничения на невыполнимые сочетания в технологическом процессе, можно определить таблицу (табл. 4.2) кодировочных признаков технологических операций по состоянию их механизации и автоматизации. Дополнительными условными обозначениями в табл.2 приняты следующие обозначения: * –Eр; –Ир – полное исключение названных в таблице функций; * 1– наличие отмеченного признака выполнения технологической операции; * 0 – отсутствие названного признака; * 20(1,2...) – двоичная форма записи числа кодировочного признака. Двоичная система записи позволяет выполнить пересчёт в десятичную систему и определить код состояния механизации и автоматизации технологических операций (Di), табл.2. При заполнении маршрутной карты на основании кода класса технологических операций можно рассчитать средневзвешенную величину кода степени механизации (автоматизации) технологического процесса по величине штучного времени, которое, как известно, проставляется в маршрутной карте технологического процесса в той же строке технологической операции, что и код состояния механизации и автоматизации. |

| Читайте: |
|---|
Диспетчеризация пунктов:
СИСТЕМА АВТОМАТИЗАЦИИ ДЛЯ ВОДОПРОВОДНО-КАНАЛИЗАЦИОННОГО И ТЕПЛОЭНЕРГЕТИЧЕСКОГО Х Заказчик: ОАО «Водопроводно-канализационное и энергетическое хозяйство» (г. Нижнекамск, 66 объектов) Назначение системы: Система «ГидроДиспетчер» предназначена для автоматизации и диспетчеризации п... |
Состав и структура системы автоматизации Система нижнего уровня реализует автоматическое и автоматизированное управление следующими функциональными комплексами и системами: насосной станцией системы внутреннего пожаротушения насосной ста... |
Региональная диспетчерская система газопроводной сети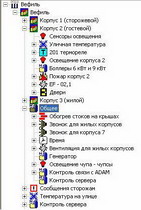 Заказчик: ОАО «Уральские газовые сети», Екатеринбург. Региональная газораспределительная организация Свердловской области. Наблюдаемыми объектами являются газорегуляторные пункты (ГРП) газопровод... |
Теория АСУ:
Как уехать на заработки в другую страну Среди украинцев поездки в близкое зарубежье очень популярны. Ведь там можно заработать неплохо и вернуться обеспеченным человеком. Кроме того, работа в чужой стране позволяет выучить язык, другую куль... |
Контроллеры. Программирование и составление программы PLC на ПЛК Рассмотрим проблему выбора аппаратной части, стоящую перед инженером по автоматизации, в частности выбор контроллера, на базе которого и будет автоматизирован тот или иной процесс Быстроменяющаяс... |
Неизменяемая часть системы управления Так вводится понятие неизменяемой части системы управления - неизменяемой в том смысле, что свойства её заданы до начала конструирования алгоритма управления и, как правило, не могут быть изменены. ... |
Техника безопасности при ремонте приборов и средств автоматизации Поверку, регулировку и ремонт всех приборов и средств автоматизации необходимо производить с соблюдением стандартов и технических условий, утвержденных Госстандартом СССР. Аварийное выключение пр... |
Подсистема централизованного контроля Подсистема централизованного контроля основных режимных параметров и состояния технологического оборудования предназначена для текущего информирования диспетчера и руководства завода о ходе процессо... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм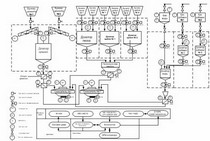 Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
Автоматизация производства строительных материалов. АСУ Объектом управления является известковая печ №2 производства. Созданная АСУ ТП автоматизирует процессы, происходящие во время ра... |
Комплекс технологических защит системы аварийного охлаж КТЗ САОЗ реализует технологические защиты реакторной установки. Технологические защиты – одна из подсистем АСУ ТП энергоблока. Д... |