


| Выравнивание производства |
| Внедрение СУП - Системы управления предприятием |
|
Выравнивание производства по объему является наиболее важным условием применения системы «канбан» и минимальной потери времени рабочих, сокращения простоев оборудования. На последующий участок производства поступают необходимые детали в нужное время и в требуемом количестве. По этому правилу если для какого-либо процесса производства детали будут поступать в разные промежутки времени или неравными по количеству партиями, то на предшествующем этапе производства должно быть изготовлено столько запасных деталей, должно быть столько оборудования и рабочей силы, чтобы удовлетворить максимальный спрос. Более того, там где используется много последовательных операций, количество деталей, отобранных для каждой последующей операции по мере удаления от первичного производственного процесса, возрастает. Во избежание больших отклонений в количестве необходимых деталей на всех этапах производства, а также получаемых от внешних поставщиков, необходимо свести к минимуму колебания выпуска продукции на конечной линии сборки. Поэтому со сборочного конвейера, который является конечным процессом на «Тоёте», будут сходить минимальные партии каждой модели автомобиля, реализуя идеал штучного производства и доставки. Иными словами, различные типы автомобилей будут собираться один за другим в соответствии с дневным объемом производства каждого типа. Линия сборки будет также получать с предшествующих участков необходимые детали малыми партиями. Короче говоря, сбалансированность производства сводит к минимуму различие в требуемом количестве деталей на всех этапах и операциях и таким образом позволяетпроизводить детали на смежных линиях с постоянной скоростью или в заданном количестве в течение часа. Предположим, что имеется сборочная линия производительностью 10 тыс. автомобилей модели «Корона», которая функционирует 20 дней в месяц по 8 часов. На 10 тыс. автомобилей должно быть произведено 5 тыс. автомобилей с кузовом типа «седан», 2,5 тыс. спортивных автомобилей и 2,5 тыс. машин типа «универсал». Если разделить это количество на 20 рабочих смен, то ежедневно будет выпускаться 250 «седанов», 125 «хард-топов» и 125 «универсалов». Это и есть сбалансированное производство, выравненное по ежедневному количеству автомобилей каждого типа. Следовательно, автомобили сходят с конвейера (среднее время сборки одного автомобиля независимо от модели) через 0,96 мин (480:500), или через 57,5 с. Правильное соотношение моделей и последовательность их производства могут быть определены путем сравнения фактического цикла сборки любой кузовной модификации модели «Корона» с максимально допустимым для изготовления автомобиля данной модели временем. Например, максимальное время производства одной модели «Корона» («седан») определяется делением времени одной смены (480 мин) на число автомобилей, изготавливаемых за смену (250). В данном случае максимальная затрата времени составляет 1 мин 55 с. Это означает, что эта модель может и будет сходить с конвейера через 1 мин 55 с. При сравнении длительности этого цикла с циклом сборки одного автомобиля, равным 57,5 с, становится ясно, что автомобиль с любым другим типом кузова может быть собран в интервале между завершением сборки одного «седана» и началом сборки следующего. Таким образом, последовательность изготовления будет такой: «седан», другой тип кузова, «седан», другой тип кузова и т. д. Максимальное время сборки автомобиля с кузовом типа «универсал» или «хардтоп» составляет 3 мин 50 с (480:125). Сравнивая это время с циклом 57,5 с, увидим, что три автомобиля с кузовом «седан» могут быть собраны в промежутке между «универсалом» или «хардтопом». Если «универсал» следует по конвейеру за первым «седаном», то последовательность стадии была бы такой: «седан», «универсал», «седан», «хардтоп», «седан», «универсал», «седан», «хардтоп» и т. д. Это пример сбалансированности производства по номенклатуре. Реальное производство обнаруживает конфликт между необходимостью разнообразить продукцию и сбалансированностью производства. Если не требуется разнообразия продукции, то специализированное оборудование для массового производства обычно является мощным средством снижения издержек. Однако на «Тоёте» производятся автомобили с различными комбинациями кузовов, шин, дополнительных приспособлений в широкой цветовой гамме. Примером может служить выпуск трех или четырех тысяч видов модификаций и комплектаций модели «Корона». Чтобы обеспечить производство при таком разнообразии продукции, необходимо иметь универсальное, или гибкое, оборудование. Используя минимальное количество инструментов и приспособлений на этом оборудовании, «Тоёта» так организовала процесс производства, что оно эксплуатируется наиболее эффективно. Преимущество выравненного по объему разнообразной продукции производства заключается в безостановочном приспособлении к изменению спроса потребителей за счет постепенного изменения частоты выпуска партий продукции без изменения их размера. Этот метод известен как «точная настройка» производства с помощью системы «канбан». Для того чтобы наладить работу в таком режиме, необходимо сократить время производства. Сокращение же времени производства требует в свою очередь и сокращения времени на наладку и переналадку оборудования в целях создания минимальной партии готовых деталей и узлов. |
| Читайте: |
|---|
Диспетчеризация пунктов:
Система автоматизации для водопроводно-канализационного и теплоэнергетического х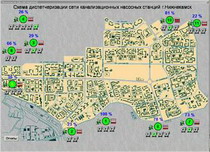 Система «ГидроДиспетчер» предназначена для автоматизации и диспетчеризации процессов водо-, теплоснабжения и водоотведения. Она позволяет провести автоматизацию и диспетчеризацию полного цикла водос... |
СИСТЕМА АВТОМАТИЗАЦИИ ДЛЯ ВОДОПРОВОДНО-КАНАЛИЗАЦИОННОГО И ТЕПЛОЭНЕРГЕТИЧЕСКОГО Х Заказчик: ОАО «Водопроводно-канализационное и энергетическое хозяйство» (г. Нижнекамск, 66 объектов) Назначение системы: Система «ГидроДиспетчер» предназначена для автоматизации и диспетчеризации п... |
Автоматизированная система энергоучета тепловой энергии на тепловыводах Новосиби Система энергоучета и диспетчеризации охватывает тепловые выводы четырех ТЭЦ в г. Новосибирске и одной ТЭЦ в Новосибирской области. На каждой из пяти ТЭЦ Master SCADA установлены узлы энергоучета... |
Теория АСУ:
Автоматизации технологических процессов. Основные сведения о проектировании Проектная документация по разделу автоматизации технологических процессов в проектах строительства, расширения, реконструкции и технического перевооружения действующих предприятий выполняется соглас... |
Управление отношением (ratio control) Иногда стабилизация отношения между двумя или большим количеством переменных процесса более значима, чем стабилизация их абсолютных значений. В таких случаях используются системы пропорционального у... |
Применение гидравлических регуляторов Применение гидравлических регуляторов ограничено спецификой вида энергоносителя сигналов (например, масло не применяется на пожаро - и взрывоопасных производствах). Устройства гидравлической ветви п... |
Подсистема централизованного контроля Подсистема централизованного контроля основных режимных параметров и состояния технологического оборудования предназначена для текущего информирования диспетчера и руководства завода о ходе процессо... |
Диспетчеризация подсистемы вентиляции и кондиционирования Данная подсистема осуществляет контроль и управление, на основе сигналов, поступающих от датчиков влажности, температуры, содержания углекислого газа и пыли в воздухе. Зачастую подобные устройства м... |
Оборудования в АСУ:
Многокомпонентное дозирование в приготовлении комбикорм Недавно началась промышленная эксплуатация завода ЗАО «Неокорм» по производству премиксов в г. Лакинск Владимирской области.[1] ... |
Некоторые особенности дозаторов Дозаторы инертных материалов песка и щебня (рис.3.) имеют ряд особенностей. Дозирующие заслонки установлены на раме с возможнос... |
Управление процессом:
АСУ ТП стекловаренной печи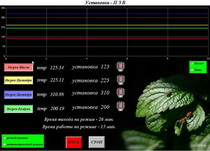 Стекловаренная печь, производительностью 100 тонн стекломассы ежесуточно. Печь представляет собой тепловой агрегат, отапливаемый... |
Автоматизация экспериментальной установкой для исследов АСУ ТП установки обеспечивает полную автоматизацию технологического процесса проведения эксперимента, позволяет вести наблюдение... |






